







概要
高炭素系の合金工具鋼では、焼入れ後に高温焼戻しを行う事例が多く見受けられます。そこで問題となるのが、置き狂いと言われる経時寸法変化です。 経時寸法変化の原因は、ワーク内部に存在する結晶組織の一つである残留オーステナイト(γR)が室温下でマルテンサイトに変態し、膨張することによります。 一般的には、この経時寸法変化を防止するためには以下の2方法をセットで行います。
① サブゼロ(深冷)処理と高温焼戻し
② 安定化処理
なお、合金工具鋼の代表的な鋼種であるSKD11が記載されているJIS G4404-2015の180℃低温焼戻しを施す場合には、本稿の記述があてはまらないことを付記します。
2.経時寸法変化を防止する熱処理方法
一般的な熱処理では、焼入れ後にサブゼロ処理、高温焼戻しを2回、そして安定化処理と言う順番での手法が多いようです。
-
(1)サブゼロ(深冷)処理と高温焼戻し
γRには二種類あります。一つは、不安定で室温中において容易にマルテンサイト変態を生じる組織です。もう一つは、安定化していて簡単にはマルテンサイト変態を生じない組織です。この不安定なγRは低温雰囲気のサブゼロ処理によっても生じます。そして、次工程の高温焼戻し処理によりマルテンサイトへと変態されます。 言い換えれば、ワーク内のγRを低温下で、より不安定化させる手法がサブゼロ処理で、不安定化したγRをマルテンサイトへと変態させる手法が高温焼戻しです。これがサブゼロ処理の本質ですし、高温焼戻しとセットで行われる理由です。
今日では、低温雰囲気を作る手法として、液体窒素により-150℃近傍の雰囲気を作ることが圧倒的に多くなっています。昔はドライアイスとアルコールを使用して-70℃近傍の雰囲気を作り出す方法が多用されていました。
繰り返しますが、サブゼロ処理とは、低温雰囲気中にワークを置きγRを不安定化させる手法のことを言います。その不安定なγRを高温焼戻しの処理によりマルテンサイトへと変態させます。これがサブゼロ処理と高温焼戻しをセットとした処理方法です。 -
(2)安定化処理
これは私的な実験ですが、SKD11をサブゼロ処理と高温焼戻しを5回繰返したとしても数%のγRは残ります。この数%のγRは6か月間の長期にわたる測定において経時寸法変化に影響を与えました。不安定なγRの存在は、室温でもマルテンサイト変態を生じ、経時寸法変化の原因となります。そのため熱処理によりγRが存在したとしても室温でマルテンサイト変態を生じることがない安定したγRへと置き換えることが必要になります。
この操作を安定化処理と言います。合金工具鋼の代表鋼種であるSKD11の安定化処理は、400℃近傍の加熱保持により行います。安定なγR組織か不安定なγR組織かは数値で示すことも可能です。二つのγRの違いは、XRD(X線回折装置)によりピークの半価幅を導出すれば容易に分かります。
3.安定化処理と二次硬化
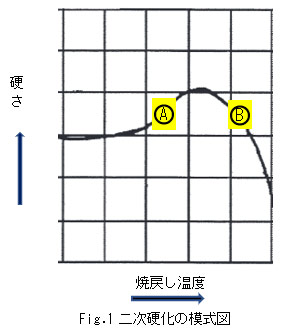
SK105などの炭素工具鋼では焼戻し温度を上げると硬さはどんどん下がって行きます。SKD11のような高炭素の合金工具鋼における焼入れ・高温焼戻しでは400℃の焼戻し硬さよりも500℃の焼戻し硬さの方が硬くなります。このような現象は、二次硬化と言われています。なぜ二次硬化が生じるのでしょうか? 焼戻し温度が高くなるとγR内に固溶していた炭素などが焼戻しにより微細な炭化物(二次炭化物)として析出します。300~400℃焼戻しでのγRは炭素などがたくさん固溶し満杯(いわゆる過飽和)状態を呈し、マルテンサイトへ変態できなかったのです。ところが焼戻し温度が高くなるとγRから炭素などが放出されて少なくなりマルテンサイトへと変態可能な量となります。これが軟らかいγRが硬いマルテンサイトへと変態を促すきっかけとなります。
最高硬さ手前のA点から最高硬さまでは硬いマルテンサイトの量が増え、最高硬さからB点へは、マルテンサイトから軟らかいソルバイトへと変態する。これが二次硬化によるピークが出る理由です。
高温焼戻しの設定温度ですが、最高硬さを示す温度よりも低い硬さを目標とした場合、目標硬さは最高硬さの手前A点と越えたB点の2ヶ所で同一硬さとなります。このような場合は最高硬さの手前の温度か、越えた温度か、設定に迷います。
従来は、最高硬さを越えた温度での設定が正解であるとされてきました。理由は、550℃以上に加熱されれば、マルテンサイトはソルバイトに変態し安定化します。よって、550℃以上もしくは近傍の温度設定であれば高い焼戻し温度の方がソルバイト組織の析出量が多くなり、経時寸法変化は生じ難いから安定すると言う考え方です。しかし、最近20年ぐらいは、安定化処理が一般化しています。安定化したγRは現状の金型精度に影響を及ぼすほどの経時寸法変化を生じ難くなっています。ですから最高硬さ手前の焼戻し温度であっても現状の金型精度に問題は生じ難いです(全く寸法が動かないということではありません)。ただ、安定化処理を行った後工程で、500℃近傍のPVDコーティング、放電加工を行うなどは安定なγRを不安定化させるので、避けなければなりません。