







『ソルト焼入れ』とは何ですか?
-
ソルト焼入れは、その加熱と冷却にソルトと呼ばれる溶融塩を使います。加熱用には高温用のソルト、冷却用には低温用のソルトを使い、金属を均一に加熱するとともに、高温域を早く、低温域をゆっくり冷やすことができます。このようにソルトを用いることで、金属の内部温度を均一に保ち、歪や曲がりといった問題を回避することができます。
ソルト焼入れは、昔ながらの処理方法でありますが、機械化、自動化が現代の金属熱処理においても欠かせない技術であります。金属部品や工具、歯車、刃物などの製造に広く用いられています。高い品質を維持するために、セッティング方法、焼入れの条件設定、冷却速度の調整など、技術的な知識や経験が特に必要です。
ソルト焼入れのメリットとは?
均一加熱、均一冷却
よって歪・変形が他の熱処理方法と比較して少ない。
【加熱面】
ソルト槽に製品を入れますので、均一に加熱することが可能です。
真空炉や雰囲気炉ですとなかなか熱が製品に伝わり難いです。
よく輻射熱とか熱伝導率などの説明を聞きますが、ここではわかりやすくするために
『40℃のお風呂』と『温度100℃のサウナ』をイメージしていただけるとわかりやすいと思います。
この場合の浴槽にあたるものがソルトです。品物を均一的に焼入れに適した温度にするのに優れれています。
サウナは真空炉や雰囲気炉です。浴槽に比べて熱が伝わり難く製品の表面は熱くなっても製品の内部は適した温度になっていない場合があります。
【冷却面】
冷却用のソルト槽に入れて冷却します。
焼きが入って硬くするために高温域は素早く、低温域はゆっくり冷やすことが可能です。
高温域の冷却は硬さに影響を与え、低温域の冷却は歪、変形に影響を与えます。
ここでも分かりやすくするために例をだして説明します。
あくまでもイメージですので
『水風呂』『30℃のぬるま湯のお風呂』『扇風機で脱衣室』
この場合ソルト槽にあたるのが『30℃のぬるま湯のお風呂』です。
実際の冷却用のソルト槽は160~180℃ぐらいに設定しています。
そこに800℃以上に加熱された製品を投入し冷却(焼入れ)します。
200℃近くまで急激に冷却され、それ以後はゆっくり冷やされます。
サウナに入って暑いところ、30℃のぬるま湯に入るのだったら「じんわり」冷やされますよね。
一方、サウナに入って急に水風呂に入るのが油焼入れ
扇風機で涼むのが真空炉での冷却というイメージです。
当社のソルト焼入れについて


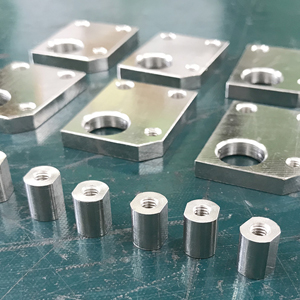
ソルト焼入れのプロセスと実施例
当社で処理できますのでその一連の流れをご説明いたします。
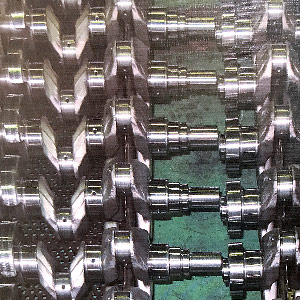
【手順1】結束
非常に大事な作業です。 結束方法により熱処理製品の品質の良否が決まると言っても過言ではありません。 熱処理する製品を針金を使って結束します。 針金の太さは常時5種類を用意しています。 熱処理品の重量によって使い分けております。


【手順2】予熱

-
製品をいきなりソルトで熱する前に余熱をかけます。 350~450℃です。 製品の大きさにより異なりますが 予熱時間は10~60分ぐらいです。
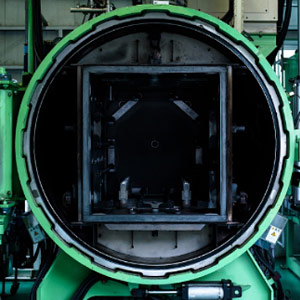
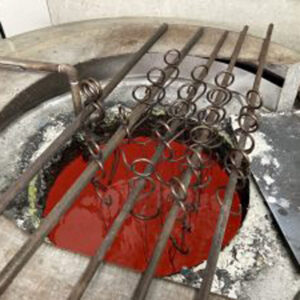
【手順3】本熱
ソルト炉で熱します。 写真のマグマのように赤い部分は 『白いソルト』が高温で熱せられているためです。 高温のソルト槽にすっぽり浸かることで均一に加熱できます。 温度は830~850℃ 浸ける時間は製品の大きさにより異なり 社内の有資格者が社内基準に従って決めます。




【手順4】焼入れ(マルクエンチ)
熱して一気に冷やします。 この冷やす工程が『焼入れ』です。 ソルト焼入の一番大事なところです。 硬さ、曲がり、反り、歪に大きな影響を与えます。 知識と経験が必要になります。 ソルトバスからすぐ横にあるこの槽に移して焼入れします。 この槽には170℃に保持した液体が入っています。 どのくらいつけておくのか?? ここの判断がソルト焼入の一番の肝となるところです。 社内の有資格者が社内基準に従って決めます。



【手順5】乾燥

-
焼入れ槽から取り出し乾燥させます。 製品に付着した余分なソルトを落とします。
【手順6】洗浄

-
さらに湯により洗浄します。 防錆対策はしております。
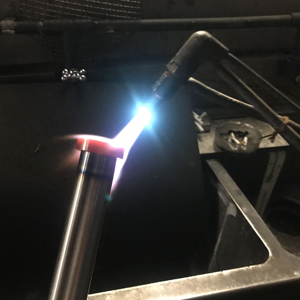
【手順7】残ソルト検査

-
ソルトは常温になると非常に硬くなり、なかなか取ることができません。 冷めてしまう前に残ソルトの検査を1品1品します。 特に細孔は注意をしております。 写真はタップ孔にエアーブローしているところです。
【手順8】中間検査
この時点で製品の中間検査を行います。 反りや曲がり等の歪の発生が少ないソルト焼入ですが 全く発生しないということではありません。 具体的には、硬度測定、曲がり測定、反り測定などです。



【手順9】焼き戻し


▲ダウンロード資料-
この後は焼き戻し条件ごとに製品を分けて それぞれの条件ごとに大気炉で焼戻しを行います。 反りが発生していた場合はこの工程で矯正して焼き戻しをします。
ソルト焼入れの品質管理と品質保証

-
焼き戻し後、ショットブラストによりスケールを除去します。

-
曲がり測定

-
硬さ測定
当社でソルト焼入れをする主な材質
|
材料 |
|
S40C、S45C、S50C、S55C、SK105(SK3)、SK85(SK5)、SKS3、SCM435、SCM440 SNCM439など |
お問い合わせ・お見積もりのご依頼